Email: sales@prodrill.com.cn
Tel:0086-18959243380
Addr: Room 805 C1 Wanda Plaza, No.5 Jinzhong Road, Huli District, Xiamen, China





Oil Drilling Pipe
- Length : 9600mm
- Tube OD : 127mm
- Upset Type : IEU
- Grade : E
- Wall Thickness : 9.19mm
- Connection : NC50
- Tool Joint OD : 168mm
- Tool Joint Inside Dia.of Pin : 95mm
The advanced oil drill pipe friction butt welding production line can adjust the welding parameters to precise positions to ensure the quality of the welding strip; The heat treatment process of simultaneous internal and external cooling ensures more uniform and stable mechanical properties. Equipped with automatic length measurement and weighing, automatic spray label recording application to ensure product traceability. Advanced drill pipe thickening and heat treatment production line. Use a 1250T pier roughing machine to ensure the thickening size of the pipe end.
Oil Drilling Pipe Technical parameter table
| Drill Pipe | Tool Joint | ||||||||
| Tube OD (in mm) |
Weight Designation (lb/ft) |
Wall Thickness (in mm) |
Grade | Upset Type | Connection | OD(in mm) | Inside | Outside of Pin (in mm) |
Outside of Pin (in mm) |
| 5" 127.00 | 19.5 | 0.362 9.19 | E | IEU | NC50 | 6.625 168.3 | 3.750 95.3 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | X | IEU | NC50 | 6.625 168.3 | 3.500 88.9 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | G | IEU | NC50 | 6.625 168.3 | 3.250 82.6 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | G | IEU | NC50 | 6.625 168.3 | 3.250 82.6 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | G | IEU | HT50 | 6.625 168.3 | 3.250 82.6 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | S | IEU | NC50 | 6.625 168.3 | 2.750 69.9 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | S | IEU | DS50 | 6.625 168.3 | 3.250 82.6 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | S | IEU | HT50 | 6.625 168.3 | 3.250 82.6 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | E | IEU | 5 1/2FH | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | XG | IEU | 5 1/2FH | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | S | IEU | 5 1/2FH | 7.250 184.2 | 3.500 88.9 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | S | IEU | DS55 | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 19.5 | 0.362 9.19 | S | IEU | HT55 | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | E | IEU | NC50 | 6.625 168.3 | 3.500 88.9 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | X | IEU | NC50 | 6.625 168.3 | 3.000 76.2 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | G | IEU | NC50 | 6.625 168.3 | 2.750 69.9 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | G | IEU | DS50 | 6.625 168.3 | 3.250 82.6 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | G | IEU | HT50 | 6.625 168.3 | 3.250 82.6 | 7.000 177.80 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | E | IEU | 5 1/2FH | 7.000 177.8 | 3.500 88.9 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | X | IEU | 5 1/2FH | 7.000 177.8 | 3.500 88.9 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | G | IEU | 5 1/2FH | 7.250 184.2 | 3.500 88.9 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | S | IEU | 5 1/2FH | 7.250 184.2 | 3.250 82.6 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | S | IEU | DS55 | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5" 127.00 | 25.6 | 0.500 12.70 | S | IEU | HT55 | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 21.9 | 0.361 9.17 | E | IEU | 5 1/2FH | 7.000 177.8 | 4.000 101.6 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 21.9 | 0.361 9.17 | X | IEU | 5 1/2FH | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 21.9 | 0.361 9.17 | G | IEU | 5 1/2FH | 7.250 184.2 | 3.500 88.9 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 21.9 | 0.361 9.17 | G | IEU | DS55 | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 21.9 | 0.361 9.17 | G | IEU | HT55 | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 21.9 | 0.361 9.17 | S | IEU | 5 1/2FH | 7.500 190.5 | 3.000 76.2 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 21.9 | 0.361 9.17 | S | IEU | DS55 | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 21.9 | 0.361 9.17 | S | IEU | HT55 | 7.000 177.8 | 3.750 95.3 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 24.7 | 0.415 10.54 | E | IEU | 5 1/2FH | 7.000 177.8 | 4.000 101.6 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 24.7 | 0.415 10.54 | XG | IEU | 5 1/3FH | 7.250 184.2 | 3.500 88.9 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 24.7 | 0.415 10.54 | S | IEU | 5 1/4FH | 7.500 190.5 | 3.000 76.2 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 24.7 | 0.415 10.54 | S | IEU | DS55 | 7.000 177.8 | 3.250 82.6 | 8.000 203.20 | 10.000 254.00 |
| 5 1/2" 139.7 | 24.7 | 0.415 10.54 | S | IEU | HT55 | 7.000 177.8 | 3.250 82.6 | 8.000 203.20 | 10.000 254.00 |
| 5 7/8" 149.2 | 23.4 | 0.361 9.17 | GS | IEU | ST57 | 7.000 177.8 | 4.25 107.95 | 8.000 203.20 | 10.000 254.00 |
| 5 7/8" 149.2 | 26.4 | 0.415 10.54 | GS | IEU | ST57 | 7.000 177.8 | 4.25 107.95 | 8.000 203.20 | 10.000 254.00 |
| 5 7/8" 149.2 | 41.3 | 0.750 19.05 | S | IEU | ST57 | 7.000 177.8 | 4.25 107.95 | 8.000 203.20 | 10.000 254.00 |
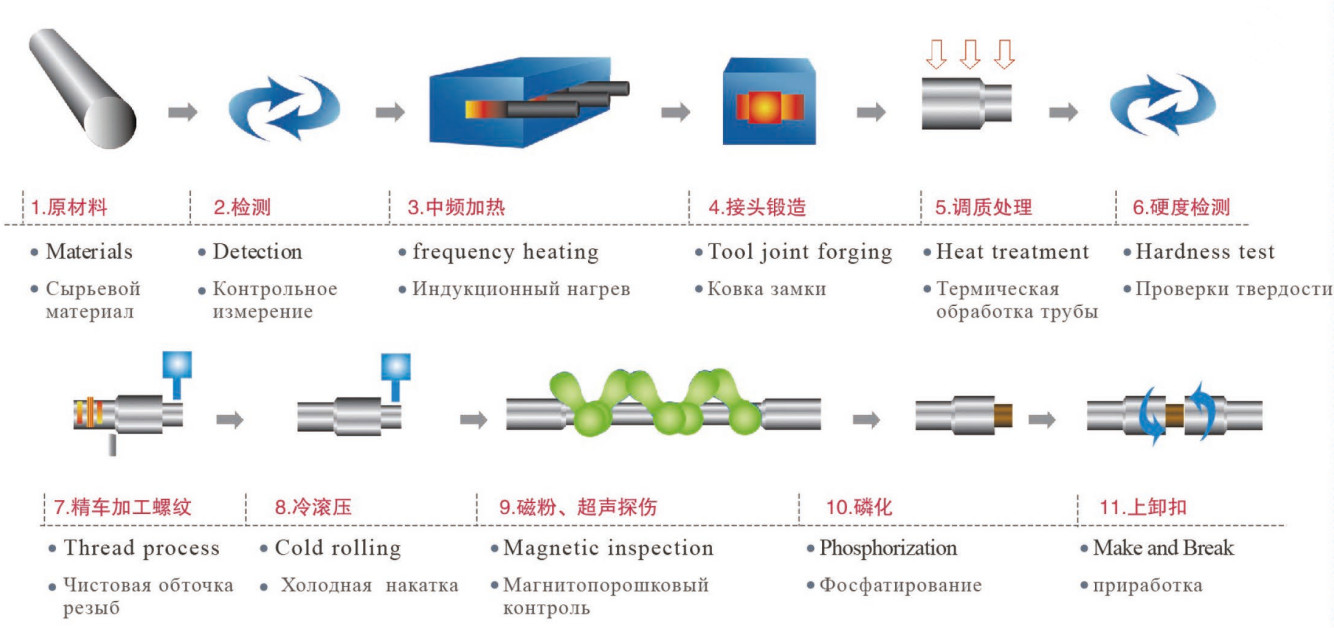
1.Tool joint production technolony flow diagam
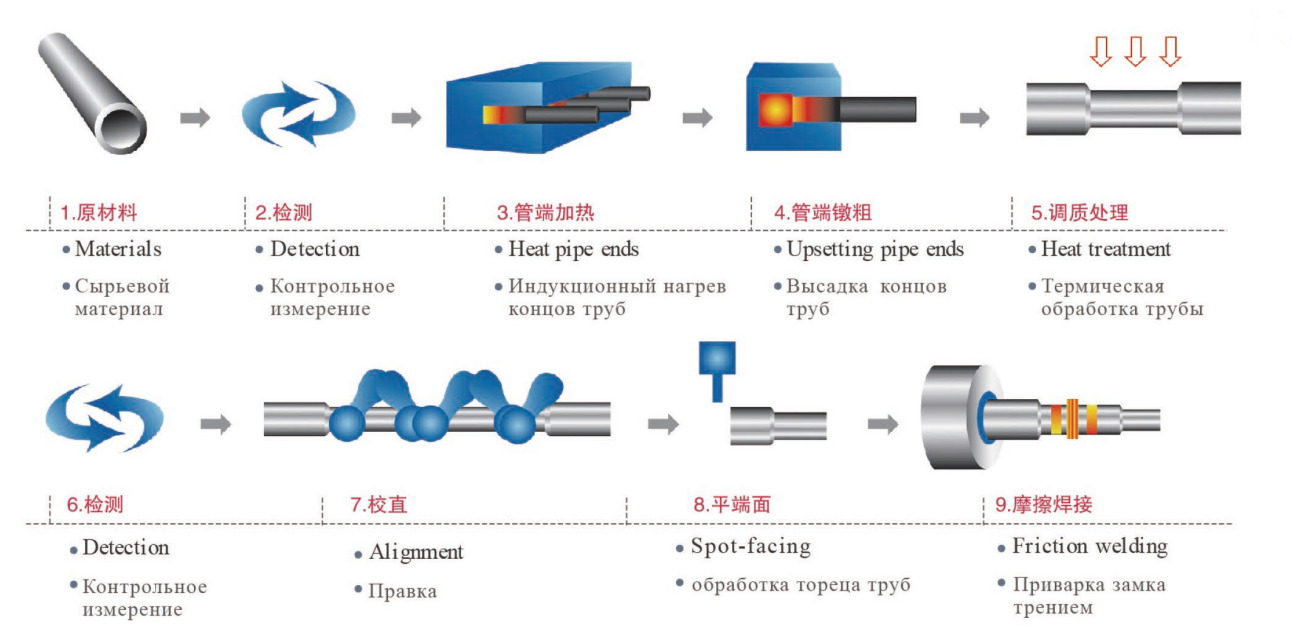
2.Pipe body production flow diagam
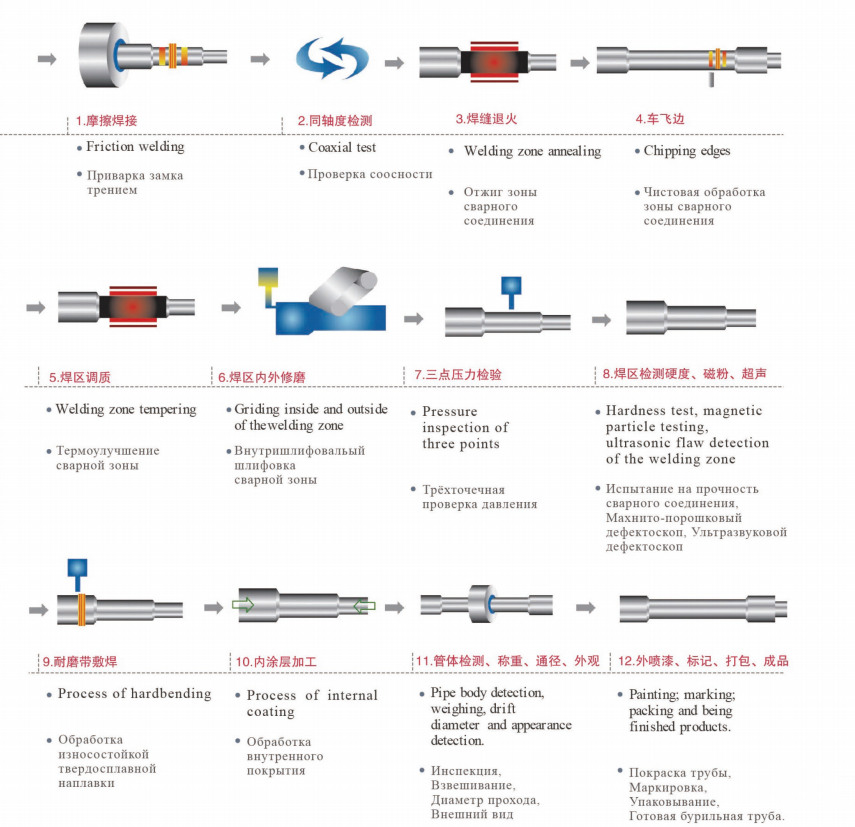
3.Friction welding process flow sheet
Drill pipe body,tool joint raw material

The drill pipe body and tool joint raw material are high high-performance allov steel and strictly checked by chemicalcontent. metallographic structure,geometric dimension. NDT tests. etc toensure the stable quality of the product.
Process of friction welding
Friction welding is processed by USAMTI equipment for the pipe body andjoint, automatically finished bycomputer control, and the afterwelding process such as welding areaheat treatment. inner and outsidegrinding.magneticparticle inspectionmay guarantee high quality of finishedproduct.
Process of plastic coating

Our internal coating varieties are LPC1000、LPC3000、LPC5000、LPC5000P, etc.We can also be outsourced processing TK34、DPC、 TC2000 series of internal coating.